在焦点中生成方形平顶光斑的光束整形器
参考项目
方形的高密光斑可提高激光材料加工的效果
基于激光的生产工艺在增材制造领域日益流行起来。它们的优点之一是允许强度分布适应材料和激光束之间的期望相互作用。通过与位于耶拿的OSIM Otto Schott材料研究所合作,一种新型折射光束整形元件被添加到艾斯飞睿的BeamTuning系列中。a|SqAiryShape能够在焦点上生成不同的方形强度分布。它还可以缩短加工时间并优化工艺监控,从而形成具有卓越表面质量的表面纳米结构。
项目细节
在激光材料加工中,人们越来越重视聚焦激光束光斑中的辐射质量,尤其是其形状。 这就是光束整形的作用所在。光束整形器可以用于精确而灵活地调整聚焦后的强度轮廓以适应特定的处理任务。尽管高斯光的强度分布可以去除极少量的材料,但它们并不均匀。更重要的是,它们的强度向边缘显著降低,这在控制去除的深度和质量时尤为明显。方形平顶光斑可以在激光材料加工中获得更好的质量结果,其在焦点的横截面上让光束具有更一致的能量分布。
艾斯飞睿与位于耶拿的OSIM Otto Schott材料研究所合作,成功开发和测试了一种新型折射光束整形器。它能够转换激光束的强度分布,从而可以生成定制的方形强度分布。与聚焦光学器件结合使用,这种光束整形器的成功通过产生LIPSS(激光诱导的周期性表面结构)来证明。
生成方形的平顶光斑
平顶光斑可以通过多种方式创建,例如借助于光调制、折射/衍射元件和孔径。与使用衍射光束进行整形的元件相比,折射元件具有以下优点:
- 制作简单
- 拥有更高的转换效率
- 对波长变化的敏感性低
- 可以接受高功率激光
使用a|SqAiryShape的光束整形是基于折射光束整形器和聚焦光学器件的组合——激光材料加工中经常使用的简单聚焦透镜或复杂fθ透镜。在这种布置中,a|SqAiryShape起到自由曲面的作用,并在准直激光束上压印定义的相位调制。随后的聚焦光学器件通过傅立叶变换将入射光束修改为期望的形状。所得光束轮廓表征的设置如图1所示。该图还显示了导致焦点的不同强度分布(平顶、圆环)。

图1:表征梁成形自由形式单元的实验装置。
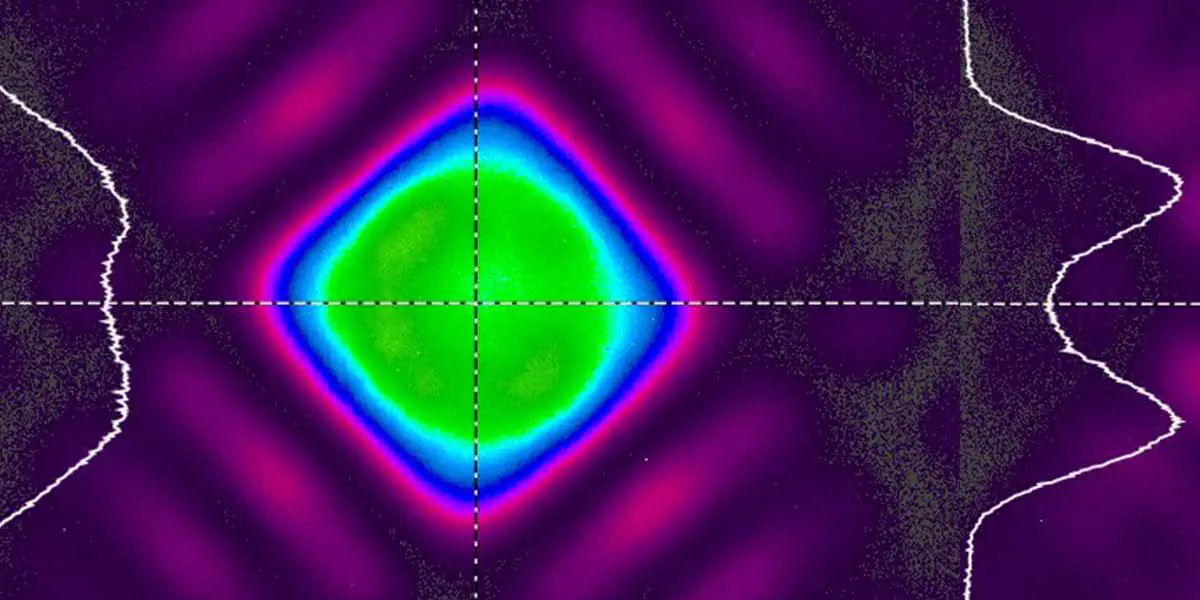
图2显示了在没有(a)和有(b)a|SqAiryShape的情况下光束腰沿光轴的横截面,以及在焦点(c)中创建的平顶光斑的方形焦强分布的颜色表示。光束整形仅发生在焦点的区域中,有光束整形器(b)的高斯分布明显比没有光束整形器的(a)更平坦(蓝色阴影区域)。
沿光轴的横截面,没有a|SqAiryShape,(b)沿光轴横截面,有a|SqcairyShape;(c)测量平方焦强度分布的彩色表示。")
图2:测量光束轮廓的不同表示:(a)沿光轴的横截面,没有a|SqAiryShape,(b)沿光轴横截面,有a|SqcairyShape;(c)测量平方焦强度分布的彩色表示。
项目结果
测试具有表面结构的光束整形器
通过产生激光诱导的周期性结构,在表面结构实验中测试了光束整形器。LIPSS是亚微米范围内的周期性图案。它们是由聚焦激光束在材料表面的光斑中的干涉效应产生的,而在金属中则垂直于线性光束的位置。使用预先研磨、抛光和清洁过的具有R_a=4nm的均方粗糙度的钢样品作为基底材料。结构化过程中使用的实验装置如图所示。3。fs激光器[1]发射线性偏振光,通过a|BeamExpander将其扩展五倍,并使用a|SquAiryShape[2]进行修改。最后,使用电流计扫描仪[3]和fθ透镜[4]将光束聚焦到所需的处理区域[5]。

图3:表面结构实验中的实验装置。
首先,在没有光束整形器作为参考值的情况下测量强度分布的特性。为此,用10个脉冲(f_rep=100 kHz)照射样品表面,脉冲能量为E_imp=6.5µJ,激光峰值通量为f=2.9 J/cm²,产生的焦斑直径为2wf=(24±0.5)mm。为了研究使用a|SqAiryShape时的熔体形成,在距离样品表面(z轴)不同距离处产生消融点恒定脉冲能量E_imp=6.5µJ。使用SEM(扫描电子显微镜)记录结果,如图4所示。

图4:在距样品表面不同的z位置,用10个线性偏振单fs脉冲照射后,样品表面在焦强分布区域的SEM图像,每个脉冲的恒定单脉冲能量为E_imp=6.5µJ。
在参考点z=0和z=–0.6 mm处,消融点具有方形礼帽轮廓,导致方形材料消融30 30µm²(0.72 J/cm²)和40 40µm²(0.4 J/cm²)–非常适合激光材料处理任务。与高斯焦点相比,假设完美的矩形强度分布,具有恒定脉冲能量的较大矩形顶帽轮廓导致较低的激光峰值强度。此外,a|SqAiryShape还提供了其他中间阶段,用于生成新结构的额外的、更不寻常的强度分布。
在z=–1.0 mm的位置,可以观察到圆环状的强度分布,而在z=-0.35 mm的位置上,强度分布完全相反,中心(束腰)具有高强度。此外,SEM图像显示了消融点中明确、均匀的LIPSS分布,这基本上取决于强度分布,从而取决于z位置。因此,光束整形器能够通过选择光束轮廓来控制LIPSS分布,确保结构化过程中的高度灵活性。
此外,可以通过激光束和样品表面之间的相对运动将LIPSS的形成缩放到更大的表面。与用高斯光束进行结构化相比,使用方形、较大光束直径和较陡边缘的平顶光束轮廓(z=0),可以用较低的激光脉冲能量、较高的扫描速度(两倍快)和扫描线间距生成几乎相同的LIPSS。
强度分布如何影响微观结构的定性研究
为了研究强度分布如何影响产生的表面结构及其表面质量,使用不同的脉冲能量产生了具有平顶和圆环光束的通道。结果如图5所示。平顶和圆环光束可用于产生比高斯光束更陡的通道壁,最重要的是底部的表面质量更好。通道壁和底部的特别高的表面质量可以通过使用具有均匀强度分布的中等脉冲能量来实现(图5a和5b)。相比之下,高脉冲能量和高激光峰值强度导致通道底部表面粗糙、不均匀(图第5c段)。通道的深度和宽度也可以通过脉冲能量来控制;它们随着脉冲能量的增加而增加(图5d)。
:a)E_imp=2.5µJ,b)E_imp=4.6µJ,c)E_imp=7µJ,d)通道横截面的比较。")
图5:样品表面的白光干涉测量图像,显示了表面粗糙度,以说明通道状结构的3D几何形状(使用平顶光束和不同脉冲能量在v=0.1 m/s下进行10次扫描):a)E_imp=2.5µJ,b)E_imp=4.6µJ,c)E_imp=7µJ,d)通道横截面的比较。
当构造大表面时,可以通过改变与样品表面的距离(z轴),将梁轮廓灵活地转换为方形、环形光束(对应于图4中的梁轮廓z=–0.9 mm)。圆环形光束轮廓的中心强度几乎为零,这表明没有高强度激光辐射到达这些区域,并且那里的材料去除非常有限。这产生了具有W形轮廓的横截面(图6c),假设扫描线间距合适,该横截面可用于应用具有均匀规则表面的重叠纳米级周期性图案(LIPSS)(图6a和6b)。在本例中,以这种方式以扫描速度v=0.1m/s和脉冲能量E_imp=4.6µJ进行10次扫描,产生了40µm的通道宽度和10µm的消融深度。
在不锈钢上产生的微通道,在v=0.1 m/s下进行10次扫描,单脉冲能量E_imp=4.6µJ:(a)SEM图像,(b)WLIM图像,(c)高度剖面的横截面。")
图6:使用方形环形梁轮廓(z=–0.9 mm)在不锈钢上产生的微通道,在v=0.1 m/s下进行10次扫描,单脉冲能量E_imp=4.6µJ:(a)SEM图像,(b)WLIM图像,(c)高度剖面的横截面。
构造LIPSS时,a|SqAiryShape的优势
- 通过改变扫描线间距(z轴)生成各种方形光束轮廓时具有很高的灵活性
- 在构造具有高工艺稳定性和低激光脉冲能量的LIPSS时,处理速度更快
- 大面积结构
- LIPPS的非常有规律的周期
- 生产具有高表面质量的陡峭、精确的通道壁
进一步阅读: Schlutow, H.; Fuchs, U.; Müller, F.A.; Gräf, S. 激光材料加工中应用的方形焦强分布。 In: Materials 2021, 14, 4981. https://doi.org/10.3390/ma14174981
要了解更多关于我们的a|SqAiryShape光束整形器原理的信息,请访问 asphericon.com/cn/solutions/products/beamtuning/beam-shaping/
