Laserové svařování
Laserové zpracování materiálu pro přesné spoje s dlouhou životností
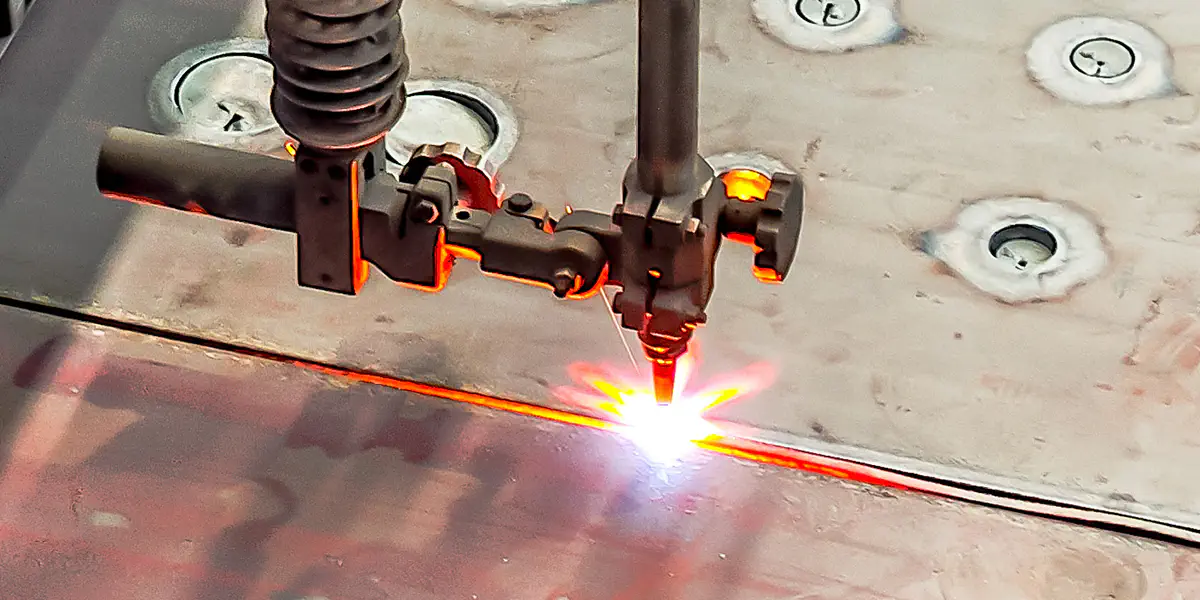
Laserové svařování je průmyslový proces spojování materiálů, např. kovy nebo plasty. Laser ohřívá materiál na jeho teplotu tání, takže jednotlivé povrchy obrobku nebo různé materiály mohou být spojeny dohromady výsledným svarovým švem. Protože se laser pohybuje vzhledem k obrobku, lze snadno realizovat jakékoli vedení svarového švu a flexibilně jej přizpůsobit široké škále geometrií obrobků. Vysoká ekonomická účinnost, malé nebo žádné přepracování a vysoká rychlost dělají z laserového svařování základní technologii v celé řadě oblastí. Díky čistým svarům a vysoké přesnosti se proces využívá například při výrobě zdravotnických prostředků. Vysoká mechanická pevnost laserem svařovaných spojů, vysoká hustota tlaku a téměř dosažitelná základní materiálová pevnost laserem svařovaných obrobků také činí proces nepostradatelným spojovacím procesem v automobilovém, elektronickém a námořním průmyslu.
Princip laserového svařování
Při laserovém svařování, známém také jako svařování tepelným vedením, se používají různé lasery, např. CO2 lasery, pevnolátkové lasery nebo diodové lasery. Všechny lasery mají společný princip řezání: Vyzařovaný paprsek je zaostřen pomocí speciálního optického systému na velmi malý bod na zpracovávaném obrobku. Obrobek ležící přímo pod laserovou hlavou je v ohnisku paprsku roztaven vysokou energetickou koncentrací světla a začíná spojování. Výsledný svar je extrémně přesný a nezanechává žádné zbytky, jako jsou mikročástice. Díky malému ohnisku laserového paprsku se svarový šev rychle ochlazuje, takže tepelné zkreslení obrobku je odpovídajícím způsobem nízké. Výsledkem je úzký a extrémně přesný svar, který vyžaduje malé nebo žádné přepracování. Řízené tavení zaručuje vysoce kvalitní spoje. Svarové švy jsou díky své vysoké kvalitě odolné vůči mechanickému namáhání a mají dlouhou životnost.
Hluboké penetrační svařování
Na rozdíl od svařování vedením tepla zahrnuje svařování s hlubokým průvarem vyvrtání dalšího otvoru do zpracovávaného obrobku. To se používá pro svařování v určité hloubce. Pokud je obrobek v ohnisku laseru a pára vytvořená ozařováním vypaří, výsledná tavenina je vytlačena výsledným tlakem. V této hloubce se vytvoří úzký, parou naplněný otvor, takzvaná parní kapilára (také nazývaná klíčová dírka). Když je laser veden podél svarového švu, tato parní kapilára se pohybuje s ním a je zcela obklopena roztaveným kovem. Laserový paprsek způsobuje odrazy na roztavených stěnách parní kapiláry. To se týká absorpce paprsku taveninou. Výsledkem je zvýšení efektivity. Pohybem laseru se zakryté oblasti ochlazují a následně tuhnou. Výsledkem je hluboký svar vysoké kvality. Hluboké penetrační svařování se používá hlavně pro materiály o velké tloušťce.
Zrcadla a modulátory svazků pro přesnou transformaci laserových paprsků
Vysoký výkon laseru a přesné zaostření laserového paprsku je realizováno vysoce kvalitní optikou. Speciální zrcadla, vysoce přesné čočky a systémy komprimovaných čoček tvoří základní komponenty pro vytvoření výkonného laserového paprsku. Ať už jde o vysokou odrazivost, přesné tvarování a zaostření paprsku nebo nejlepší kvalitu obrazu, naše produkty slibují trvale vysoký výkon, odolnost a efektivitu. Řada produktů BeamTuning například zahrnuje různé modulátory a expandéry laserového paprsku pro transformaci gaussovských laserových paprsků na kolimované a fokusované paprsky Top-Hat pro různé aplikace. Velmi přesné doleštění optických povrchů špičkovými dokončovacími procesy může dodatečně zdokonalit výsledky a zajistit optimální výsledky při laserovém svařování.
Femtosekundová optika
Použití ultrakrátkých pulzních laserů umožňuje přímý přechod materiálu do plynného stavu. Úběr materiálu je dosahován ultrakrátkými pulzy v rozsahu pikosekund až femtosekund. Nezbytnou podmínkou je optimální zaostření laserového paprsku na zpracovávaný materiál. Výhoda při zpracování materiálu vyplývá z materiálových ochranných vlastností pulsů. Díky přímému přechodu do plynného skupenství lze na minimum snížit nežádoucí tavení, změny mikrostruktury a tepelné pnutí uvnitř obrobku.
Vybrané produkty a služby


Váš požadavek
